
Analysis on Layered Rock Cutting Process with Cutter Suction Dredger Based on Discrete Element Method
2CCCC National Engineering Research Center of Dredging Technology and Equipment Co., Ltd., CCCC dredging(group) company limited
Softening may occur in some parts of sandstone rock mass under long-term seawater’s scouring in rocky coastal ports. Reamer is used to deal with hidden danger caused by the existence of soft rock layer. This paper presents numerical modeling of rock cutting process with cutter suction dredger in the cases that the soft layer exists in different positions, based on particle flow method of discrete element method in open source program YADE.
Rock mass was simulated through particle aggregate, and cutter was simplified to be stitching facets. A cohesive frictional material- JCFpmMat was chosen. The contact between two particles had 3 degrees of freedom (normal and 2 shear), including cohesive and frictional parameters. Incremental algorithm was used for updating shear. The rock mass’s microscopic parameters were calibrated from the rock’s macro parameters referred to literature of Yao (2015) through uniaxial compression tests. The sandstone rock, soft rock and cutter teeth’s parameters are listed in Table.1.
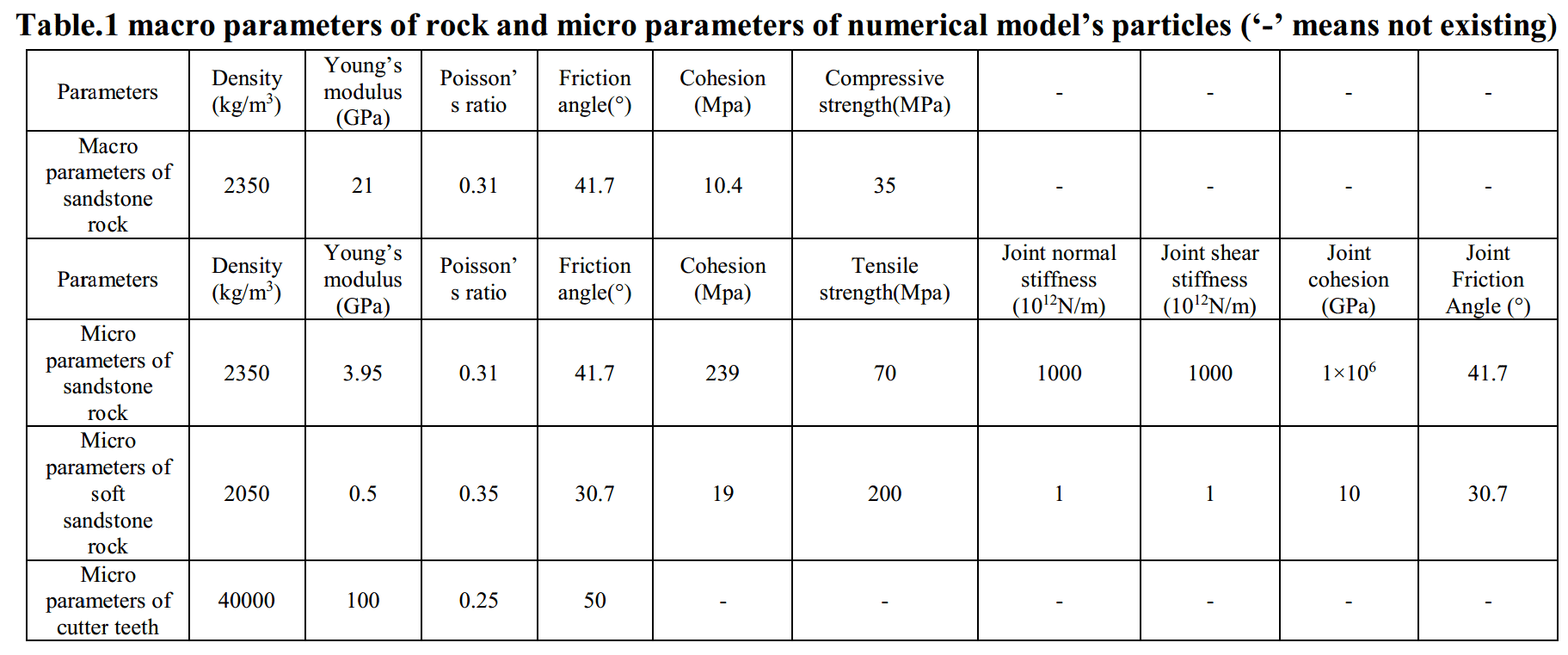
Fig.1 shows the geometry of cutter’s reaming method, and Table.2 presents the parameters’ values. Notably, h1 is the distance between top of the rock mass and bottom of soft rock which are different in different cases. These parameters are decided according to actual condition and considering avoiding size and scale effects. Fig.2 shows the reamer’s positive and negative cutting modes. Fig.3 shows the cutter’s numerical model and its size’s parameters. In this study, the cutter has six arms. Three arms are the 8-teeth arms and others are 9-teeth arms. Fig.4 shows the cutter’s direct cutting process from top view. Cutter’s rotary angular velocity (w) is 26r/min and its translating velocity (v) is 0.26m/s. Table 3 presents the names and conditions of numerical models in 12 cases.
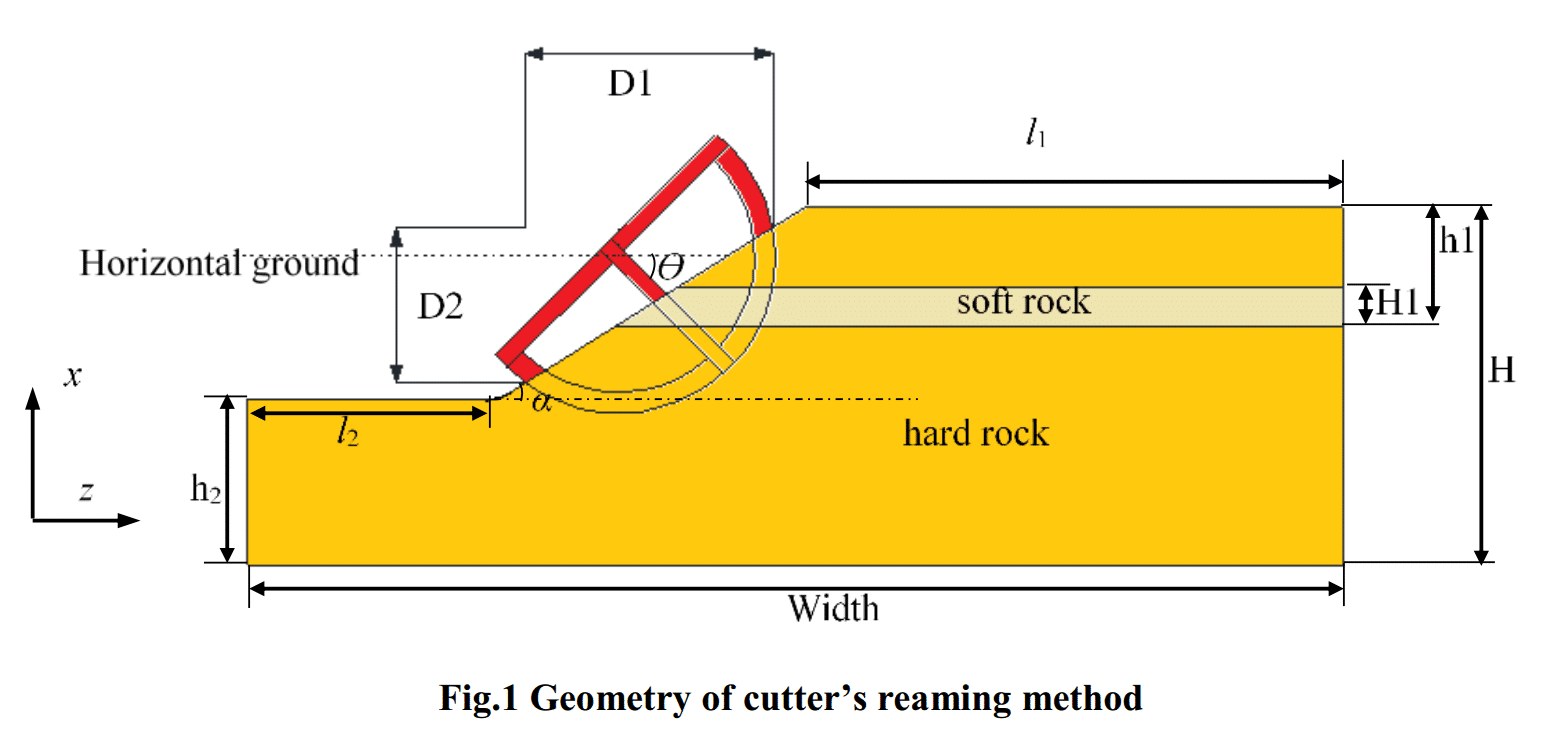
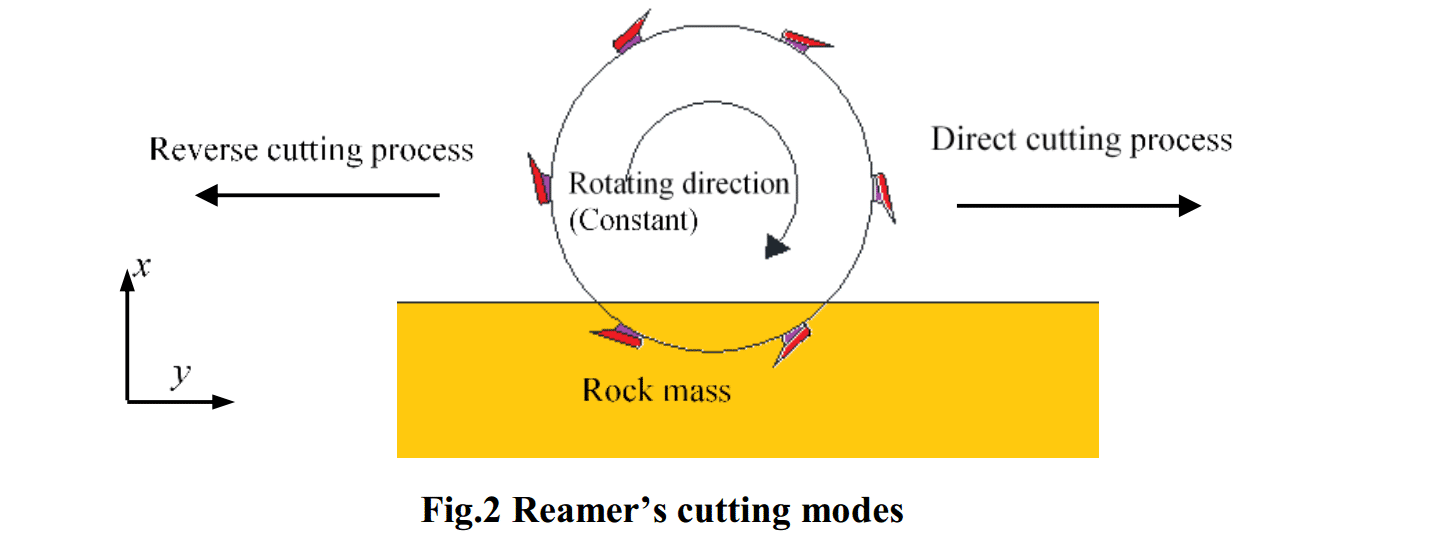

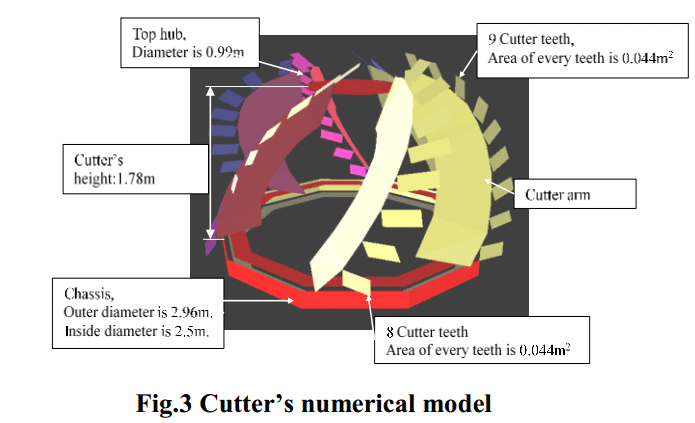
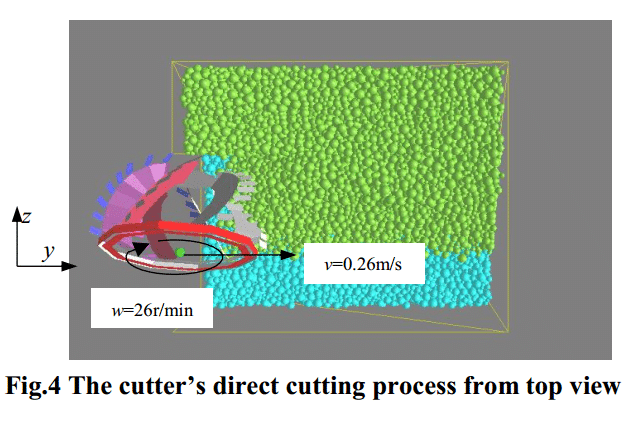

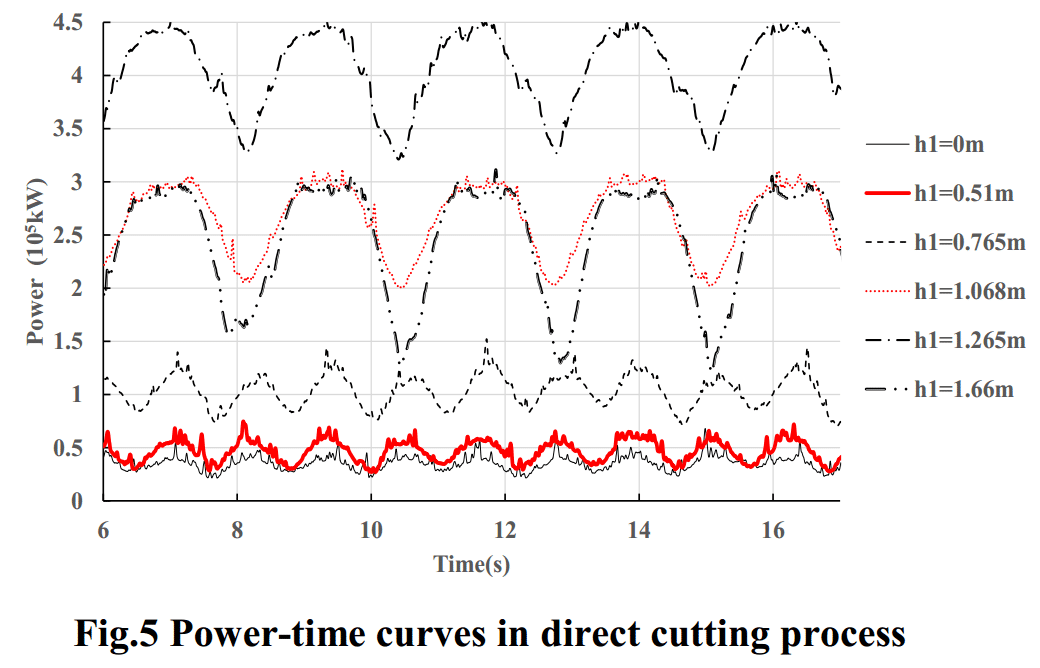
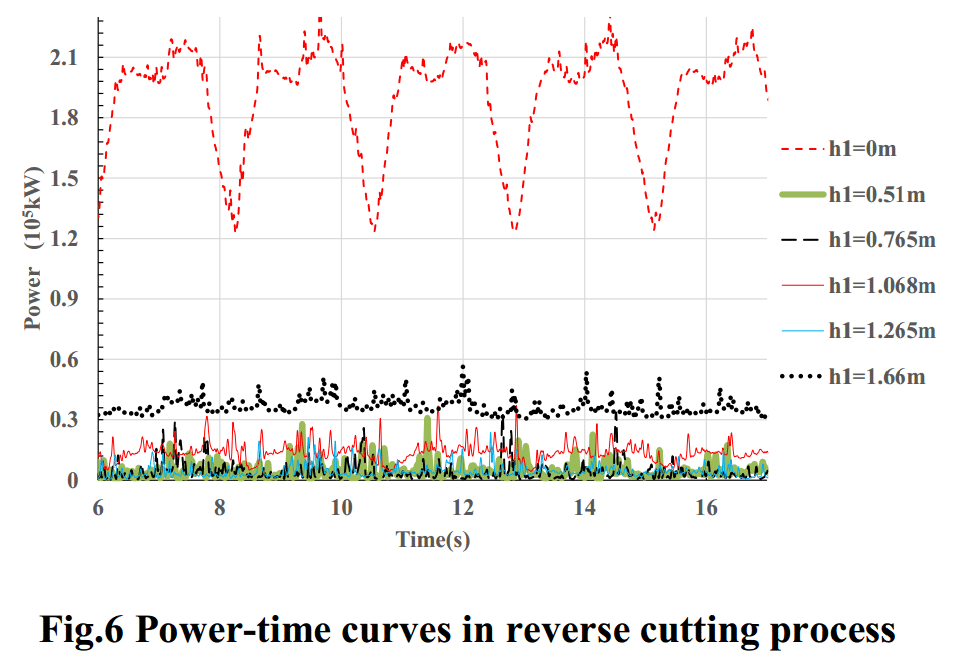
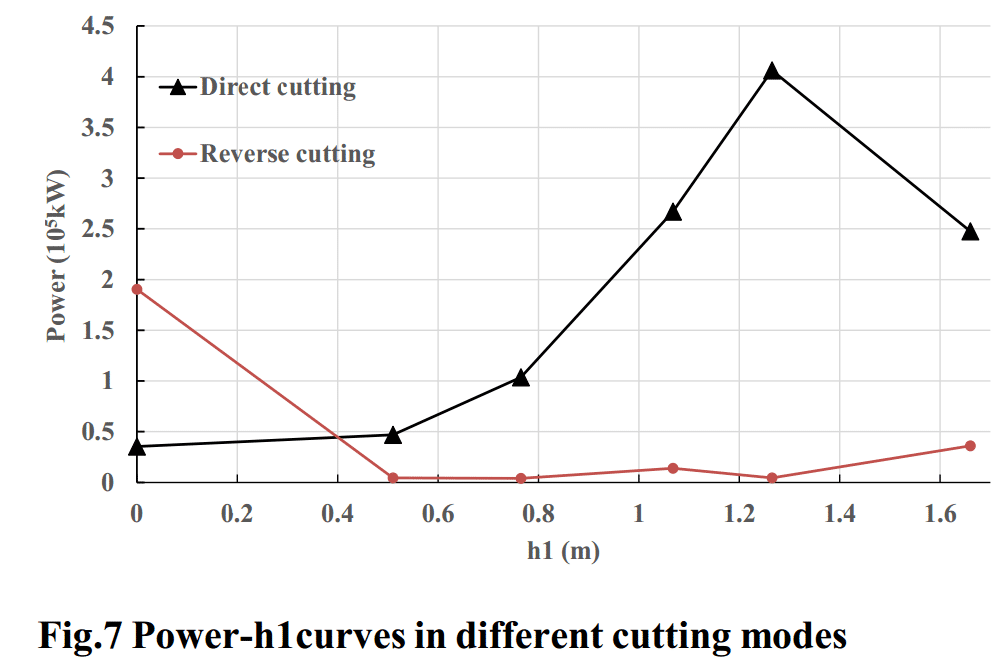
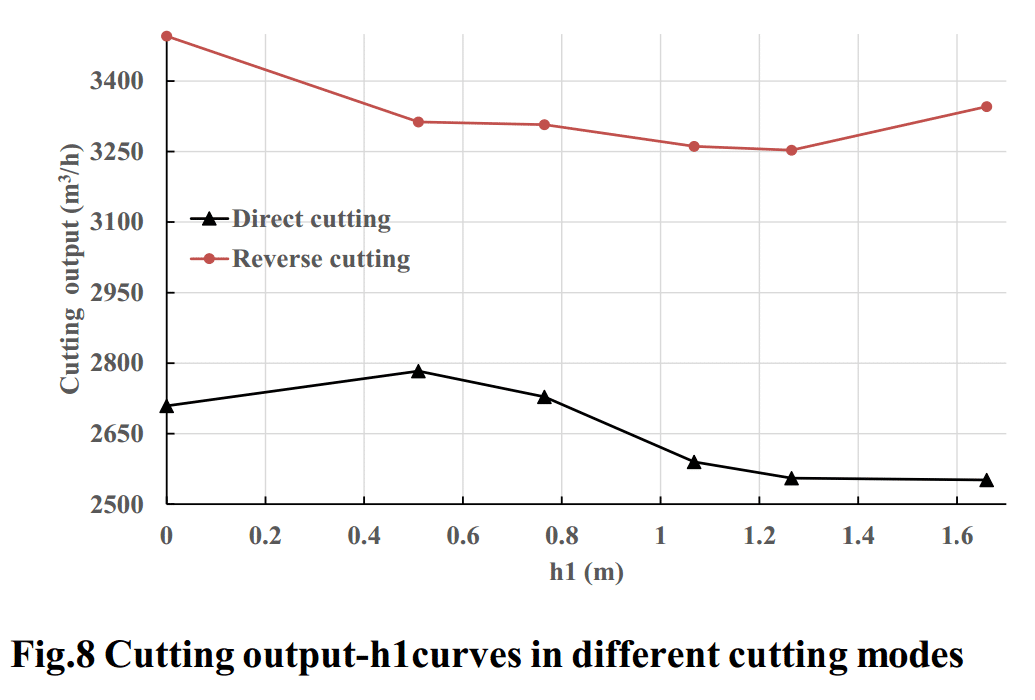
Fig.5~Fig.8 show the simulation results. The results show the cutter’s power increases first and then decreases with the increase of h1 in cutter’s direct cutting process. When there exists soft layer, the change of h1 influences cutter’s power slightly in reverse cutting process. The cutter can obtain higher cutting output and need lower power in reverse cutting process than which in direct cutting process.

Powered by Eventact EMS